Aufgrund seiner hohen Härte, hohen Festigkeit, hervorragenden Verschleißfestigkeit und chemischen Stabilität bietet Siliziumnitridkeramik ein breites Anwendungsspektrum in Keramiklagern, Schneidwerkzeugen und Hochtemperatur-Strukturmaterialien. In dieser Studie wurde selbst hergestelltes α-Si3N4-Pulver als Rohmaterial verwendet, kombiniert mit Y2O3 und Al2O3 im Nanomaßstab als Sinteradditive, und Siliziumnitridkugeln wurden durch einen Drucksinterprozess mit relativ geringen Kosten hergestellt. Der Einfluss der Sintertemperatur auf die Verdichtung, Phasenzusammensetzung, Mikrostruktur und mechanischen Eigenschaften von Keramikkugeln wurde in diesem Artikel diskutiert, mit dem Ziel, den Herstellungsprozess zu optimieren und die umfassenden Eigenschaften von Keramikkugeln zu verbessern.

1.1 Rohstoffe
Als Rohstoffe werden Siliziumnitridpulver (selbst hergestellt, α-Si3N4-Massengehalt 93 %, Sauerstoffgehalt <2 %, mittlere Partikelgröße D50<1μm), Nano-Yttriumoxid (Sinopyma-Reagenz, Reinheit 99,9 %, mittlerer Wert) verwendet Partikelgröße D50<100 nm), Nano-Aluminiumoxid (Sinopyma-Reagenz, Reinheit 99,9 %, mittlere Partikelgröße D50<100 nm). Siliziumnitridpulver wurde durch das direkte Nitrierverfahren von Siliziumpulver hergestellt und seine mikroskopische Morphologie und Phasenzusammensetzung sind in 1 dargestellt. 1 und FIG. 2 bzw..
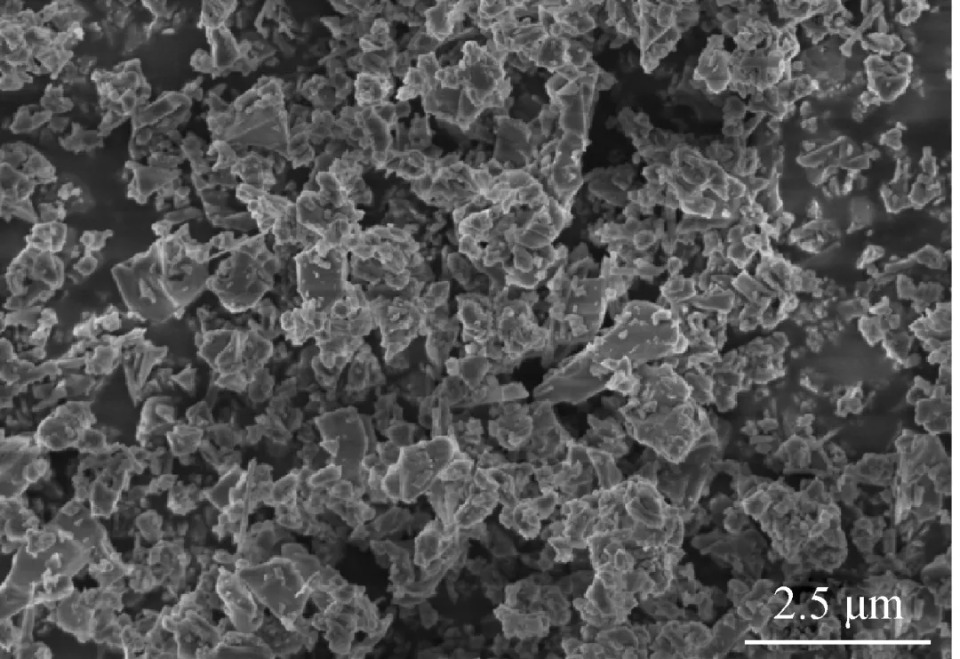
Abb.1 SEM-Bilder von Siliziumnitridpulver
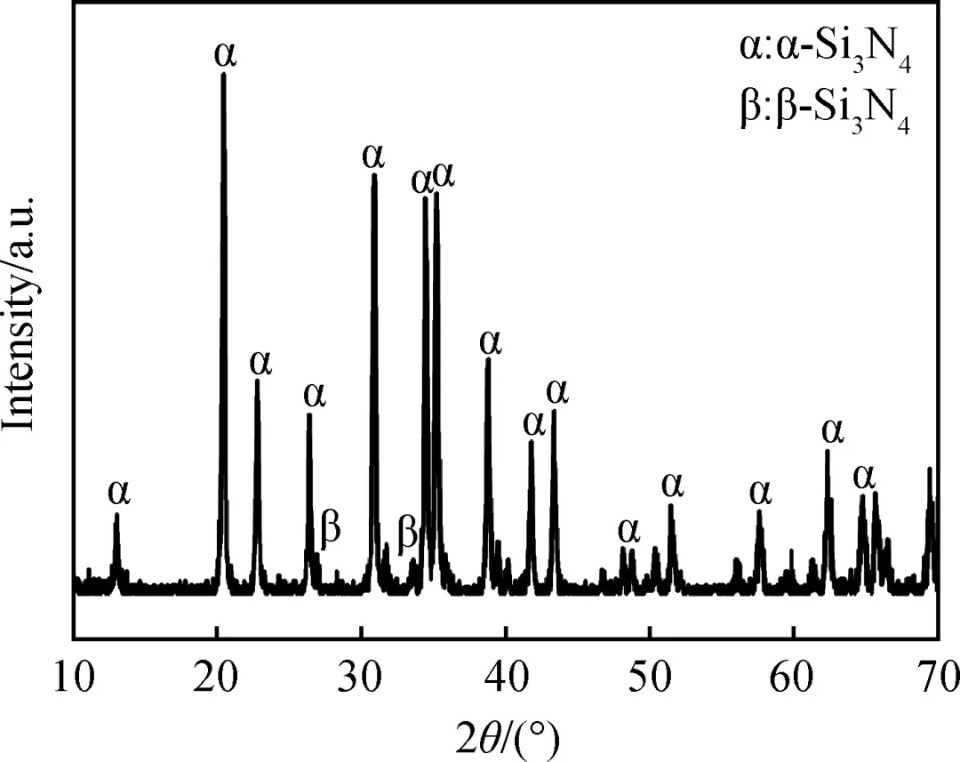
Abb.2 XRD-Muster von Siliziumnitridpulver
1.2 Testprozess
1.2.1 Probenvorbereitung
Entsprechend dem Massenverhältnis von m(Si3N4) â¶m(Y2O3) â¶m(Al2O3)=92 â¶4 â¶4 wurden das Siliziumnitridpulver und die Sinterzusätze in die Kugelmühle gegeben und Das wasserfreie Ethanol wurde als Lösungsmittel und die Siliziumnitridkugel als Mahlmedium zum Mischen und Dispergieren verwendet. Die gleichmäßig gemischte Aufschlämmung wurde trocken gesprüht und granuliert, und das granulierte Pulver wurde durch Trockenpressen und kaltisostatisches Pressen zu einem Keramikkugelrohling mit einem Durchmesser von 9,525 mm geformt. Der Keramikpelletrohling wurde für die Kleberentladungsbehandlung 1 Stunde lang in der Luftatmosphäre bei 500 °C gehalten. Nach der Leimabgabe wurde der Keramikpelletrohling zum Drucksintern in den Atmosphärendruck-Sinterofen gegeben. Die Sintertemperatur betrug 1720 °C, 1750 °C, 1780 °C, 1800 °C, die Haltezeit betrug 3 Stunden und der Stickstoffdruck betrug 2 MPa.
1.2.2 Analysetest
Die Volumendichte der Keramikkugel wird mit der archimedischen Entwässerungsmethode gemessen und die relative Dichte berechnet. Die Berechnungsformel ist in Gleichung (1) dargestellt. Zur Messung und Berechnung der Vickers-Härte (Last 98 N) und der Bruchzähigkeit (Last 196 N) der Keramikkugel wurde die Eindruckmethode verwendet. Die Berechnungsmethode der Bruchzähigkeit wurde auf die von Niihara et al. vorgeschlagene Methode verwiesen. Die Berechnungsformel ist in Gleichung (2) dargestellt.
Gemäß der in der Norm JB/T 1255-2014 festgelegten Dreikugeltestmethode wird die Druckbelastung der Keramikkugel getestet und die Druckfestigkeit berechnet. Die Berechnungsformel ist in Gleichung (3) dargestellt.
Die Phasenzusammensetzung der Proben wurde mit dem D8 ADVANCE Röntgendiffraktometer (XRD) analysiert. Zur Beobachtung der Mikrostruktur der Proben wurde das Feldemissions-Rasterelektronenmikroskop SU8010 (FE-SEM) verwendet, und die Korngröße und das Längen-Durchmesser-Verhältnis wurden anhand der zufälligen REM-Fotos gemessen. Die Anzahl der Körner in jeder Probengruppe betrug nicht weniger als 200.

Dabei ist :ρrd die relative Dichte der Keramikkugel (relativ zur wahren Dichte), %; ρm ist die Volumendichte der Keramikkugel, g/cm3; ρth ist die theoretische Dichte der Keramikkugel, g/cm3; ρi ist die theoretische Dichte jeder Phase, g/cm3; Vi ist der Volumenanteil jeder Phase, %.

Wobei IFR die Bruchzähigkeit der Keramikkugel ist, MPa·m1/2; E ist der Elastizitätsmodul der Keramikkugel, GPa, wobei E=310 GPa; P ist die Last,kgf(1 kgf= 9,8N); a ist die halbe diagonale Länge der Vertiefung, μm; c ist die Länge des Halbspitzenrisses der Vertiefung, μm.

Wobei: σ die Druckfestigkeit der Keramikkugel ist, MPa; P ist die Bruchlast der Keramikkugel, N; d ist der Durchmesser der Keramikkugel, mm.
2.1 Verdichtung
Abbildung 3 zeigt die relative Dichte und Veränderungen von Siliziumnitrid-Keramikkugelproben nach dem Sintern bei verschiedenen Temperaturen. Aus Abbildung 3 ist ersichtlich, dass die relative Dichte von Keramikkugelproben bei verschiedenen Sintertemperaturen mehr als 97 % erreicht und mit steigender Sintertemperatur die relative Dichte der Keramikkugel zunächst zunimmt und dann abnimmt.
Dies liegt daran, dass die Erhöhung der Sintertemperatur die Viskosität der flüssigen Phase verringern, die Migration von Substanzen und den Ausschluss von Poren fördern und das Wachstum von Körnern beschleunigen kann, eine zu hohe Sintertemperatur jedoch zu abnormalen Ergebnissen führen kann Das Wachstum der Körner beschleunigt die Zersetzung von Siliziumnitrid und die Verflüchtigung der flüssigen Phase, so dass die Anzahl der Mikroporen im Inneren des Sinterkörpers zunimmt. Unter ihnen ist die relative Dichte von Keramikkugelproben, die bei 1780 °C gesintert wurden, mit 99 % am höchsten.
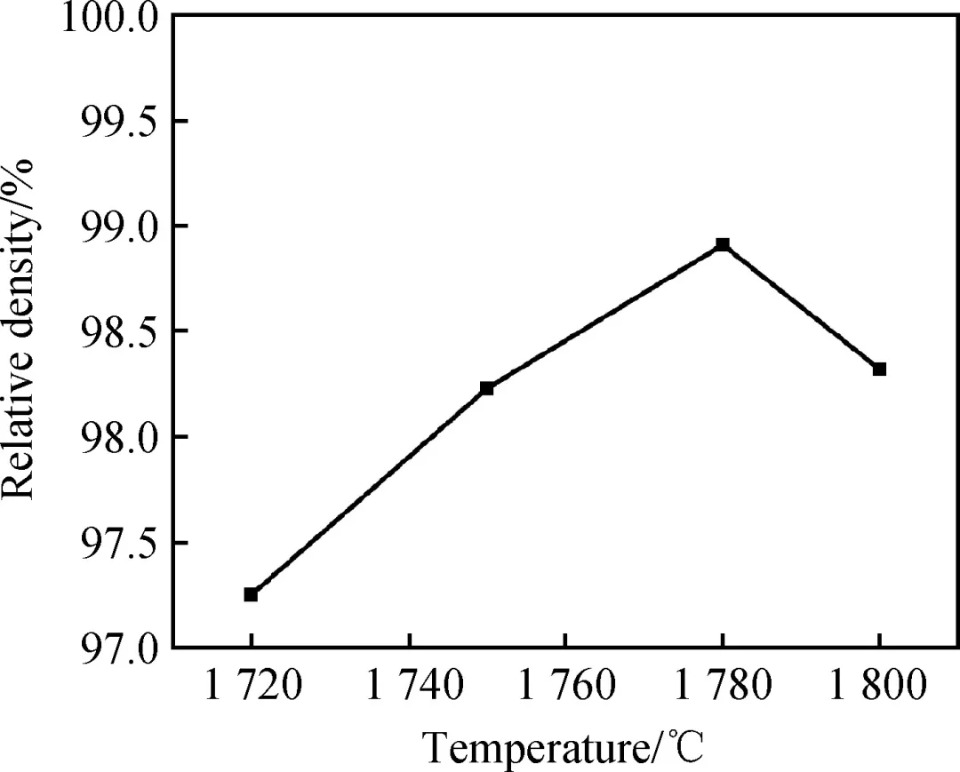
Abb.3 Einfluss der Sintertemperaturen auf die relative Dichte von Keramikkugelproben
2.2 Phasenanalyse
Abbildung 4 zeigt die XRD-Spektren von Keramikkugelproben bei verschiedenen Sintertemperaturen. Wie aus Abbildung 4 ersichtlich ist, ist die Phasenzusammensetzung von Keramikkugelproben bei unterschiedlichen Sintertemperaturen gleich und besteht aus β-Si3N4, Si2N2O und Y4Al2O9(YAM), und es wird kein α-Si3N4-Beugungspeak gefunden, was darauf hinweist, dass im Jahr 1720 Bei â und höheren Temperaturen wurde α-Si3N4 in β-Si3N4 umgewandelt, und mit steigender Sintertemperatur nimmt die Intensität des Beugungspeaks von Y4Al2O9 allmählich ab, was durch die Verflüchtigung der flüssigen Phase bei hoher Temperatur verursacht werden kann .
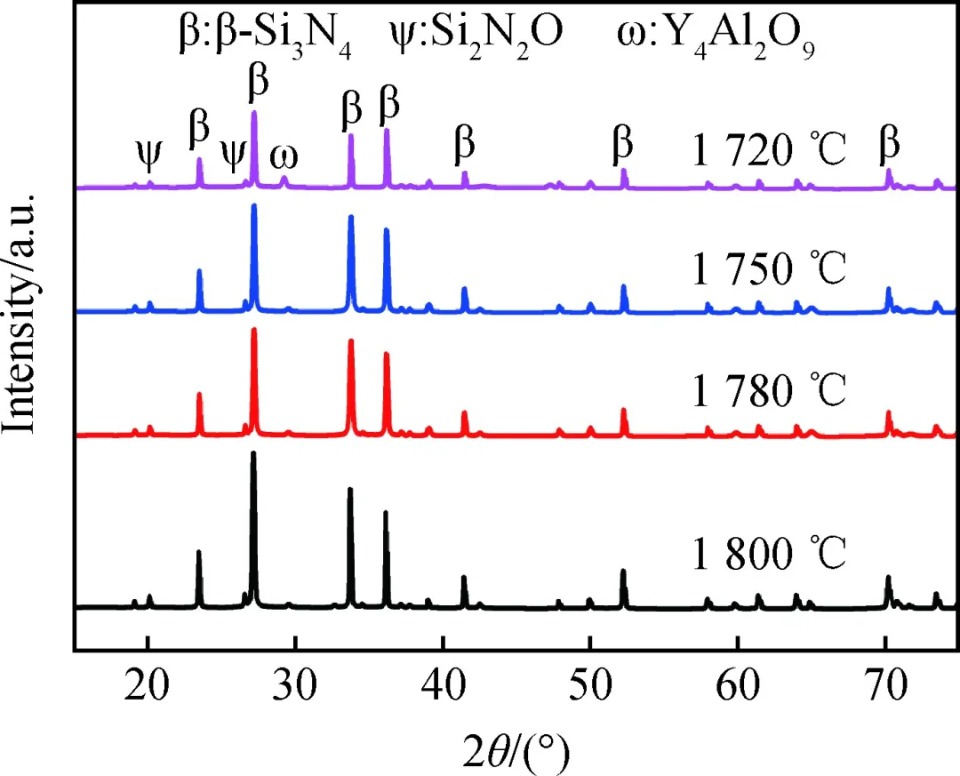
Abb.4 XRD-Muster von Keramikkugelproben, die bei verschiedenen Sintertemperaturen gesintert wurden
2.3 Mikrostruktur
ABB. 5 zeigt REM-Fotos von Keramikkugelproben bei verschiedenen Sintertemperaturen. FEIGE. 6 zeigt die Veränderungen der Korngröße (d. h. des Durchmessers langer säulenförmiger Körner) und des Längen-Durchmesser-Verhältnisses von Siliziumnitrid gemäß REM-Fotos.
Es ist aus FIG. ersichtlich. 5 und FIG. Aus 6 geht hervor, dass die Korngröße und das Längen-Durchmesser-Verhältnis von Siliziumnitrid mit zunehmender Sintertemperatur allmählich zunehmen. Dies liegt daran, dass die Viskosität der flüssigen Phase mit steigender Sintertemperatur abnimmt und die flüssige Phase mit niedriger Viskosität den Stofftransfer stärker begünstigt, was die Keimbildung und das Wachstum von β-Si3N4-Körnern fördert.
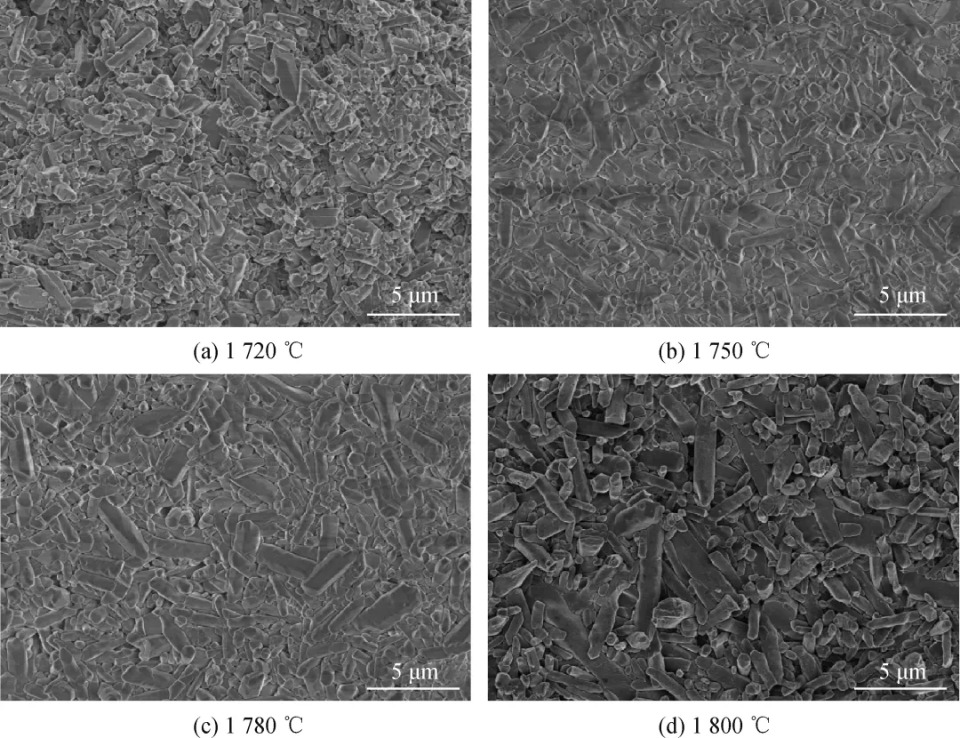
Abb.5 REM-Bilder von Keramikkugelproben, die bei verschiedenen Sintertemperaturen gesintert wurden
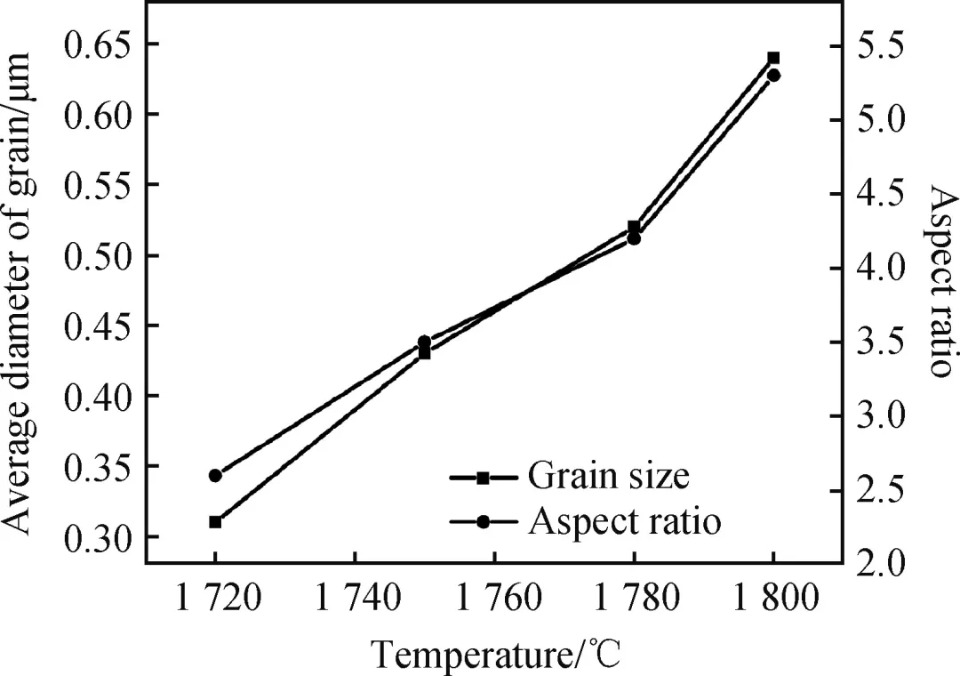
Abb.6 Einfluss der Sintertemperatur auf die Korngröße und das Aspektverhältnis von Keramikkugelproben
Unter ihnen weist die Mikrostruktur von bei 1720 °C gesinterten Keramikkugeln viele Poren und kleine Körner auf, die noch nicht vollständig entwickelt sind, und das Verhältnis von Länge zu Durchmesser beträgt nur 2,6. Die bei 1750 °C und 1780 °C gesinterten Keramikkugeln weisen eine gleichmäßige Mikrostruktur, eine kompakte Kornpackung und eine vollständige Entwicklung auf, und das Verhältnis von Länge zu Durchmesser beträgt 3,5 bzw. 4,2. Die Mikrostrukturgleichmäßigkeit von Keramikkugeln, die bei 1.800 °C gesintert wurden, ist schlecht, es gibt Mikroporen, Kornvergröberung und abnormales Wachstum, das Verhältnis von Länge zu Durchmesser beträgt bis zu 5,3.
2.4 Mechanische Eigenschaften
Abbildung 7 zeigt die Veränderungen der Vickers-Härte und Bruchzähigkeit von Keramikkugelproben bei verschiedenen Sintertemperaturen. Wie aus Abbildung 7 ersichtlich ist, nahm mit steigender Sintertemperatur die Vickers-Härte der Keramikkugel zunächst zu und dann ab, und die Bruchzähigkeit nahm weiter zu.
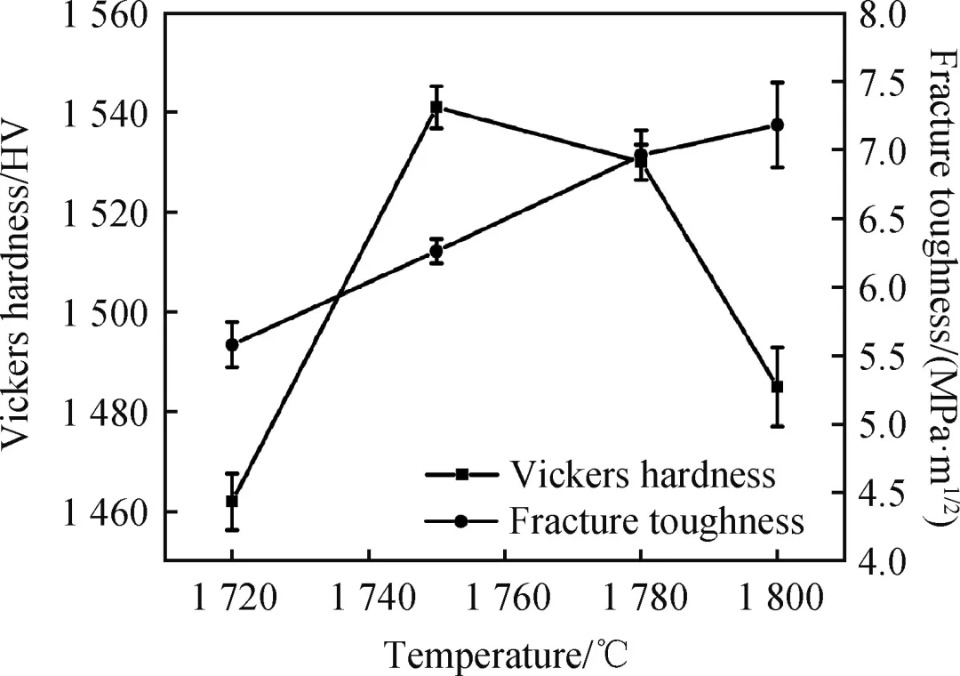
Abb.7 Einfluss der Sintertemperatur auf die Vickers-Härte und Bruchzähigkeit von Keramikkugelproben
Wenn die Sintertemperatur 1720 °C beträgt, sind die Korngröße und das Längen-Durchmesser-Verhältnis der Keramikkugeln kleiner, die Porosität größer und die Dichte unzureichend, sodass die Vickers-Härte und die Bruchzähigkeit geringer sind. Wenn die Sintertemperatur auf 1750 °C ansteigt, nehmen die Korngröße und das Längen-Durchmesser-Verhältnis der Keramikkugeln zu, die Dichte nimmt zu und die Vickers-Härte und Bruchzähigkeit steigen auf 1540 HV bzw. 6,3 MPa·m1/2.
Wenn die Sintertemperatur 1780 °C beträgt, nehmen die Korngröße und das Längen-Durchmesser-Verhältnis der Keramikkugeln weiter zu und die Bruchzähigkeit steigt weiter an und erreicht 7 MPa·m1/2, aber die Vickers-Härte nimmt leicht auf 1530 HV ab.
Wenn die Temperatur weiter auf 1.800 °C ansteigt, wachsen die Körner der Keramikkugeln abnormal und es entstehen Mikrolöcher in der Mikrostruktur, die zu einer Verschlechterung der Dichte und einem starken Rückgang der Vickers-Härte führen. Allerdings können die groben langen säulenförmigen Körner Rissablenkung, Brücken- und Kornauszug und andere Zähigkeitsmechanismen bewirken, die die Bruchzähigkeit der Keramikkugeln weiter verbessern.
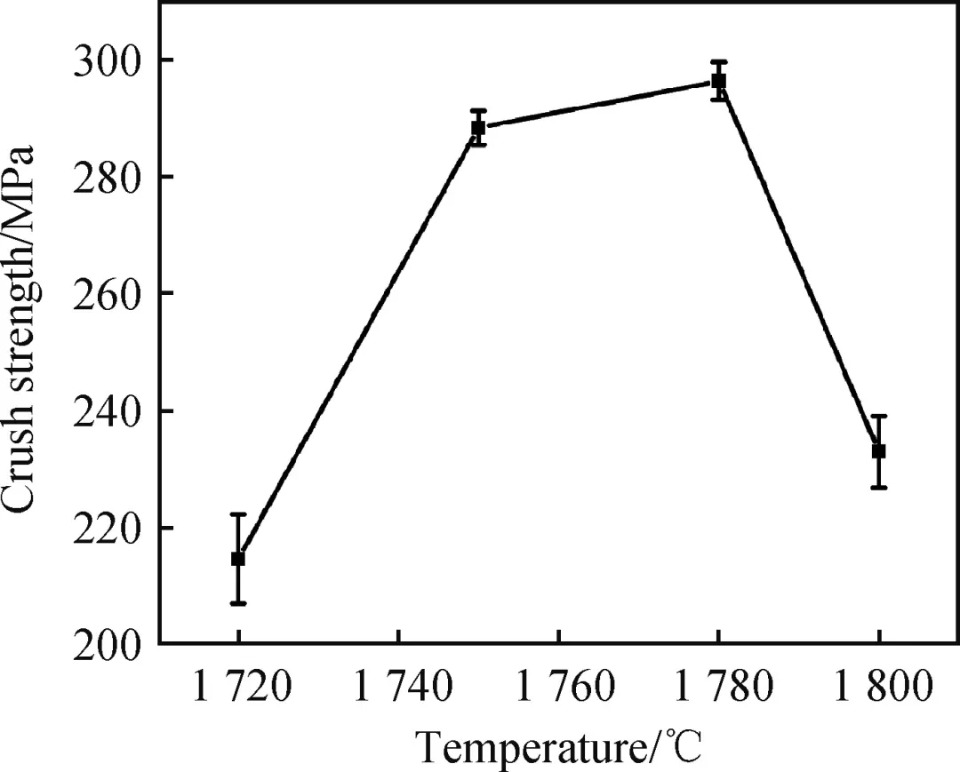
Abb.8 Einfluss der Sintertemperatur auf die Druckfestigkeit von Keramikkugelproben
Abbildung 8 zeigt die Druckfestigkeit und Veränderungen von Keramikkugelproben bei verschiedenen Sintertemperaturen. Wie aus FIG. ersichtlich ist. 8: Mit zunehmender Sintertemperatur nimmt die Druckfestigkeit der Keramikkugel zunächst zu und dann ab. Die Druckfestigkeit von Keramikkugeln wird hauptsächlich von der Dichte, der Mikrostruktur und den inneren Defekten beeinflusst. Je höher die Dichte der Keramikkugel, desto gleichmäßiger die Mikrostruktur, desto weniger innere Defekte und desto höher die Druckfestigkeit. Unter diesen ist die Druckfestigkeit von Keramikkugeln, die bei 1750 °C und 1780 °C gesintert wurden, mit 288 MPa bzw. 296 MPa höher, was darauf hindeutet, dass die inneren Defekte von Keramikkugeln, die bei diesen beiden Temperaturen gesintert wurden, relativ gering sind.
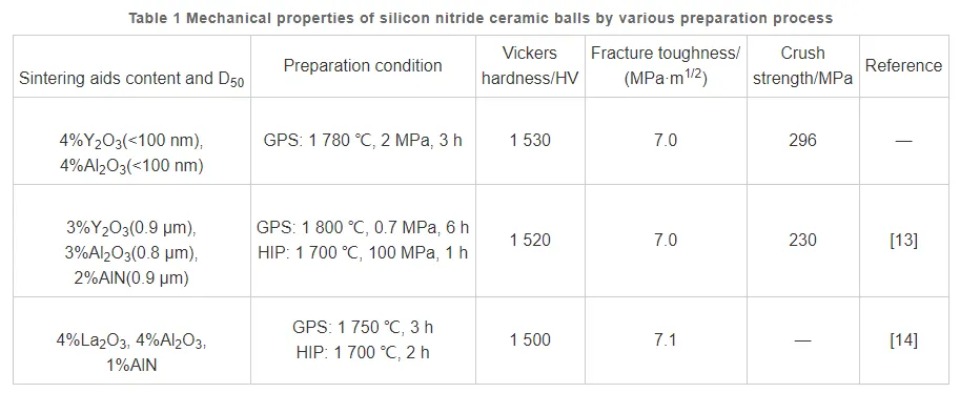
Tabelle 1. Mechanische Eigenschaften von Siliziumnitrid-Keramikkugeln nach verschiedenen Herstellungsverfahren
Tabelle 1 zeigt den Vergleich der Eigenschaften von Siliziumnitrid-Keramikkugeln, die durch pneumatisches Sintern hergestellt wurden, und denen, die im Ausland durch heißisostatisches Pressverfahren hergestellt wurden. Aus Tabelle 1 ist ersichtlich, dass die Vickers-Härte und Bruchzähigkeit der in diesem Test hergestellten Siliziumnitrid-Keramikkugel das gleiche Niveau wie die der fremden Siliziumnitrid-Keramikkugel erreichen und die Druckfestigkeit höher ist als die des fremden Siliziums Kugel aus Nitridkeramik. Da das in diesem Experiment verwendete Sintermittel nanoskalig ist, kann es gleichmäßiger in Siliziumnitrid dispergiert werden, die Sinterverdichtung von Siliziumnitrid fördern, die Konsistenz der Siliziumnitrid-Korngröße verbessern und somit die mechanischen Eigenschaften der vorbereiteten Keramikkugeln verbessern ausgezeichnet.
Schlussfolgerung
In dieser Arbeit wurde selbst hergestelltes α-Si3N4-Pulver als Rohmaterial und nanoskaliges Y2O3 und Al2O3 als Sinteradditive zur Durchführung industrieller Experimente verwendet. Es wurden die Auswirkungen der Sintertemperatur auf die Verdichtung, die Phasenzusammensetzung, die Mikrostruktur und die mechanischen Eigenschaften der barometrisch gesinterten Siliziumnitrid-Keramikkugel untersucht. Folgende Schlussfolgerungen wurden gezogen:
(1) Mit steigender Sintertemperatur nimmt die relative Dichte der Keramikkugel zunächst zu und dann ab, und die Korngröße und das Länge-Durchmesser-Verhältnis nehmen allmählich zu.
(2) Die mechanischen Eigenschaften von Siliziumnitrid-Keramikkugeln hängen eng mit ihrer Mikrostruktur zusammen, und die Bruchzähigkeit wird hauptsächlich durch die Korngröße und das Länge-Durchmesser-Verhältnis beeinflusst. Mit zunehmender Korngröße und Längen-Durchmesser-Verhältnis steigt die Bruchzähigkeit. Die Vickers-Härte und die Druckfestigkeit werden nicht nur von der Korngröße beeinflusst, sondern hängen auch von der Dichte und den inneren Defekten ab, so dass mit zunehmender Sintertemperatur der Trend zunächst zunimmt und dann abnimmt.
(3) Die bei 1780 °C gesinterte Keramikkugel weist die besten umfassenden mechanischen Eigenschaften auf, ihre relative Dichte erreicht 99 %, die Vickers-Härte, Bruchzähigkeit und Druckfestigkeit betragen 1530 HV, 7 MPa·m1/2 bzw. 296 MPa.























